歡迎您訪問(wèn)鄭州宏宇鑄造,專業(yè)生產(chǎn)生鐵機(jī)械配件、鑄鋼件、合金耐磨件,高絡(luò)合金錘頭、砂型工藝鑄件等!
 全國(guó)咨詢熱線:
17638107999
全國(guó)咨詢熱線:
17638107999


 產(chǎn)品展示
產(chǎn)品展示 礦山設(shè)備鑄件
礦山設(shè)備鑄件
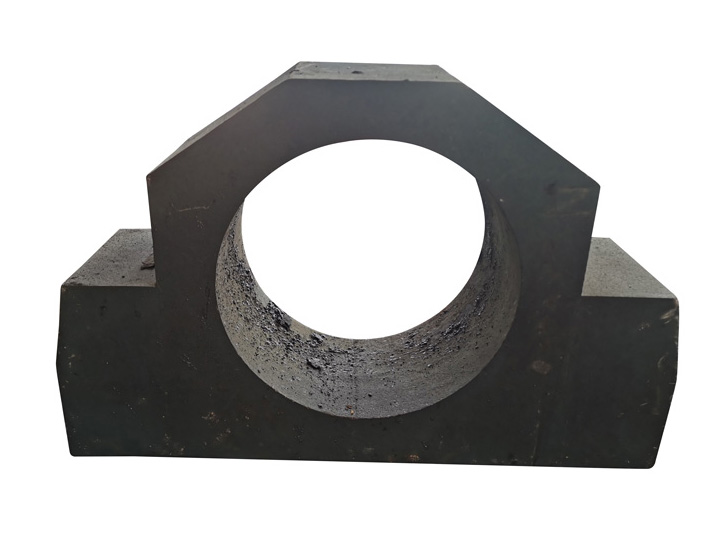
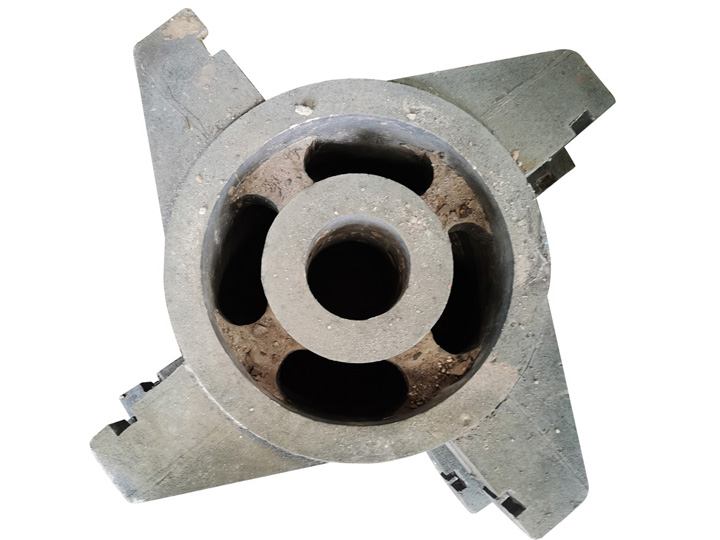
鑄造加工鄂式破碎機(jī)皮帶輪配件,規(guī)格有A型,B型,C型等,槽從2-10槽,材質(zhì)分為45#鑄鋼,HT200材質(zhì),規(guī)格從直徑200mm---3200mm型號(hào)大小不一,目前為國(guó)內(nèi)20多家破碎機(jī)廠家及使用廠家進(jìn)行皮帶輪供應(yīng),由于每個(gè)廠家使用型號(hào)及規(guī)格不一,可以來(lái)圖紙進(jìn)行鑄造,然后經(jīng)機(jī)械加工,標(biāo)準(zhǔn)型號(hào)本廠備有現(xiàn)貨。
皮帶輪傳動(dòng)能緩和載荷沖擊;皮帶輪傳動(dòng)運(yùn)行平穩(wěn)、低噪音、低振動(dòng);皮帶輪傳動(dòng)的結(jié)構(gòu)簡(jiǎn)單,調(diào)整方便;皮帶輪傳動(dòng)對(duì)于皮帶輪的制造和安裝精度不象嚙合傳動(dòng)嚴(yán)格;皮帶輪傳動(dòng)具有過(guò)載保護(hù)的功能;皮帶輪傳動(dòng)的兩軸中心距調(diào)節(jié)范圍較大。
皮帶輪安裝拆卸
安裝
1.檢查皮帶輪槽,確保沒(méi)有傷痕或利邊,所有尺寸均符合標(biāo)準(zhǔn);
2.清潔所有部件表面,如帶輪轂孔、錐套、螺拴孔等。將錐套裝入皮帶輪,使所有的螺孔對(duì)齊。
3.在螺桿(TB1008-TB3030)和螺紋(TB3525-TB5050)上涂油后旋入安裝孔,但暫不旋緊。
4.清潔傳動(dòng)軸表面,將已裝上錐套的帶輪推到軸上的預(yù)定位置,查看三角帶輪是否對(duì)準(zhǔn)。
5.當(dāng)使用鍵槽時(shí),首先把它插入軸轂中,在鍵槽和孔轂之間必需要有的公差。
6.使用符合DIN911標(biāo)準(zhǔn)的六角扳手,交替地逐漸均勻地上緊各安裝孔各螺栓,直到達(dá)到下表所示的扭矩。
7.在短時(shí)間運(yùn)轉(zhuǎn)(0.5到1小時(shí))后,檢查螺栓的擰緊扭矩,重新擰緊。
8.為了防止異物侵入,用油脂填滿孔的連接孔。錨點(diǎn)
拆卸
1.擰松所有螺栓,根據(jù)拆卸孔數(shù)量取出其中一個(gè)或二個(gè)螺栓,用油潤(rùn)滑螺栓紋和螺栓,將螺栓插入拆卸孔內(nèi)。
2.交替擰緊螺栓,直到錐套和皮帶輪松開(kāi)。
3.從軸上取出錐套和皮帶輪。
我們有專業(yè)的定制開(kāi)發(fā)團(tuán)隊(duì),可以根據(jù)實(shí)際的需求來(lái)量身訂造的軸承應(yīng)用解決方案。從方案指定,確定方案,訂單生產(chǎn),全程貼心服務(wù)。如果有需要,請(qǐng)撥打17638107999電話,我們將盡快安排專業(yè)的人員聯(lián)系您。

 在線咨詢
在線咨詢 17638107999
17638107999